13 August 2025

The depackaging process allows for the recovery and recycling of both the organic material and the packaging by separating food waste from its packaging. This procedure is essential for recovering valuable resources, cutting down on methane emissions, and decreasing landfill waste. To accomplish separation, depackaging machines use a variety of mechanical techniques, including shredding (now deplored), agitation, vortexes and screening.
Key Takeaways
- Proper depackaging technology can recover up to 99% of organic material from packaged food waste, significantly reducing landfill volumes and greenhouse gas emissions.
- The choice between wet and dry depackaging systems depends on your feedstock composition requirements, with contamination levels below 0.5% achievable with modern equipment.
- Pre-sorting and proper maintenance schedules can extend equipment life by 40-60% while maintaining optimal separation efficiency.
- The best source-separated organic waste depackaging process waste management solutions help facilities achieve ROI within 12-24 months through increased throughput and higher-quality end products.
- Depackaged organic materials can generate 20-30% more biogas in anaerobic digestion systems compared to non-optimized feedstock.
The increasing volume of packaged food waste presents both a challenge and opportunity for waste management facilities worldwide. As landfills reach capacity and regulations tighten, efficiently separating organic material from its packaging has become essential for environmental compliance and operational profitability. This comprehensive guide explores the entire source separated organic waste depackaging process, providing actionable insights for facilities of all sizes.
Why Source-Separated Organic Waste Depackaging Matters
The depackaging of source separated organics (SSO) represents a critical inflection point in modern waste management. By efficiently separating valuable organic material from its packaging, facilities can divert substantial volumes from landfills while creating valuable end products. Elegantly Organic’s waste solutions have demonstrated that proper depackaging can increase organic recovery rates by 30-45% compared to traditional processing methods, creating immediate environmental and economic benefits.

“Source-separated organics – Wikipedia” from en.wikipedia.org and used with no modifications.
The Environmental Crisis of Packaged Organics
“When organics decompose in landfills, they generate methane at 28 times the global warming potential of CO2. Modern depackaging technology can divert over 95% of this material from landfills, significantly reducing greenhouse gas emissions while recapturing valuable resources.” – US Environmental Protection Agency
The environmental impact of packaged organic waste extends far beyond simple space consumption in landfills. When organic materials decompose in anaerobic landfill conditions, they generate methane—a potent greenhouse gas with 28-36 times the warming potential of carbon dioxide over a 100-year period. Additionally, packaging materials like plastics can take hundreds of years to break down, leaching potentially harmful chemicals into the surrounding soil and groundwater throughout their decomposition cycle.
Contamination represents another significant challenge. When organics remain trapped in packaging, the recyclability of both materials diminishes substantially. Cross-contamination between organic residues and packaging materials can render otherwise recyclable plastics unsuitable for conventional recycling streams, effectively doubling the waste impact of a single packaged product.
Depackaging solutions directly address these environmental challenges by creating clean, separate streams of materials that can each follow their optimal recovery path. The organic fraction can be directed to composting or anaerobic digestion facilities, while cleaned packaging materials can enter appropriate recycling channels.
How Proper Depackaging Boosts Recycling Rates
Effective depackaging technology serves as a critical gateway technology that unlocks higher recycling rates across multiple waste streams. Modern systems can achieve organic recovery rates exceeding 95%, with leading equipment reaching up to 99% recovery efficiency.
This dramatic improvement occurs because properly separated organic material contains fewer contaminants, making it immediately suitable for high-value applications like anaerobic digestion without requiring additional processing steps.
Simultaneously, the packaging fraction becomes more readily recyclable once food residues are removed, increasing the overall diversion rate of the entire waste stream. For more information on efficient depackaging machines, visit our resources.
Financial Benefits for Waste Management Facilities and Recycling Depots
The economic case for depackaging equipment has strengthened considerably as technology has advanced and regulatory landscapes have evolved. Facilities implementing comprehensive depackaging systems typically experience multiple revenue streams and cost reductions.
Tipping fees for accepting packaged organic waste generally command premium rates compared to mixed municipal solid waste, often 20-40% higher per ton.
The recovered organic fraction can be converted into valuable products including compost, biogas for energy generation, and liquid fertilizers—each representing potential revenue streams. Meanwhile, clean separated packaging materials may generate recycling revenue instead of incurring disposal costs.
“Source Separation works …” from www.sierraclub.org and used with no modifications.
The Complete Source-Separated Organic Waste Journey
Successful depackaging begins long before material reaches the processing equipment. The entire journey from collection to final processing must be carefully orchestrated to maximize recovery rates and end-product quality.
Understanding this complete pathway helps facility operators identify potential bottlenecks and optimization opportunities throughout the system.
Collection Methods That Preserve Material Quality
The collection phase significantly impacts downstream processing efficiency and material recovery rates.
Dedicated organics collection vehicles equipped with leak-proof compartments help prevent cross-contamination and maintain material integrity during transport. Temperature-controlled collection becomes crucial for food manufacturers and grocers disposing of larger volumes, as excessive heat can accelerate decomposition and create processing challenges.
Collection frequency must balance operational efficiency against the potential for material degradation, with high-volume generators often requiring multiple weekly pickups to maintain quality standards. For more information on preventing contamination, visit our guide on food waste contamination.
Transportation Considerations for Maximum Recovery
Transportation logistics play a pivotal role in maintaining the processability of packaged organic waste. Longer transport distances typically require additional considerations to prevent material degradation, including strategic route planning to minimize time between collection and processing.
Vehicles equipped with compaction capabilities must be calibrated carefully—excessive compaction can rupture packaging prematurely, creating leachate issues and potentially damaging the vehicle, while insufficient compaction reduces transport efficiency.
Transfer stations serving as intermediary points between collection and processing require specific design elements for packaged organics. Dedicated tipping areas with impermeable surfaces, leachate collection systems, and odour management capabilities help maintain environmental compliance while preserving material quality. The staging time at transfer facilities should be minimized to prevent decomposition that could complicate downstream separation processes.
Initial Reception and Storage Requirements
The receiving area at depackaging facilities represents the critical transition point where quality control begins in earnest. Staff should perform visual inspections to identify and remove any obviously problematic materials before they enter the processing stream. Enclosed reception areas with negative air pressure systems help contain odours while providing weather protection that maintains material consistency regardless of external conditions.
Short-term storage areas require careful environmental management to prevent premature decomposition that could complicate processing. Temperature control becomes especially important for facilities processing large volumes that may require staging before treatment. Many advanced facilities implement first-in-first-out inventory management systems, often supported by floor markings, material tracking software, or even RFID technology to ensure material doesn’t exceed its optimal processing window.
Material handling equipment in the reception area should be selected specifically for packaged organics. Front-end loaders with specialized bucket attachments, grapple systems, and conveyor configurations all contribute to efficient material movement while minimizing damage to packaging before it reaches the depackaging equipment.
- Reception areas should be sized to accommodate peak delivery volumes plus 25-30% additional capacity for unexpected surges
- Floor drains and leachate collection systems must be designed for the specific characteristics of packaged food waste
- Lighting systems should support visual inspection without creating excessive heat that could accelerate decomposition
- Air handling systems typically require 12-15 air changes per hour to maintain worker comfort and odour control
- Fire suppression systems must account for the potentially combustible content of stored materials

Depackaging Equipment: Breaking Down Your Options
Selecting the appropriate depackaging technology represents the most critical decision in establishing an effective organic waste processing operation. The market offers diverse equipment options, each with distinct advantages for specific waste streams and operational contexts. Understanding these technologies in depth enables facility managers to make informed investment decisions that align with their particular material characteristics, throughput requirements, and end-product specifications. For more insights, explore Smicon food depackaging solutions.
Modern depackaging systems have evolved significantly from earlier generations, with advances in materials science, mechanical engineering, and automation dramatically improving separation efficiency while reducing energy consumption.
Today’s equipment can process increasingly diverse packaging types while achieving contamination removal rates that meet the most stringent end-market requirements.
Wet vs. Dry Depackaging Systems
The fundamental division in depackaging technology lies between wet and dry processing approaches. Wet systems utilize water as a transport and separation medium, creating a slurry that facilitates the separation of organics from packaging materials.
These systems typically achieve higher organic recovery rates (often 98-99%) and produce cleaner organic outputs with contamination levels below 0.5% by weight. However, they require water management infrastructure, generate wastewater requiring treatment, and typically consume more energy than comparable dry systems. This makes them one of the less sustainable options.
Dry depackaging systems rely purely on mechanical separation without adding any more process water than is required to produce a process pulp suitable for use to feed biogas digesters. They offer advantages in operational simplicity, lower energy consumption, and reduced water usage.
Modern dry systems can achieve organic recovery rates of 90-95% while maintaining relatively low contamination levels of 1-3% by weight. These systems often require less capital investment and physical footprint, making them suitable for smaller operations or facilities with space constraints.
High-Shear Vortex Pulpers: When They Work Best
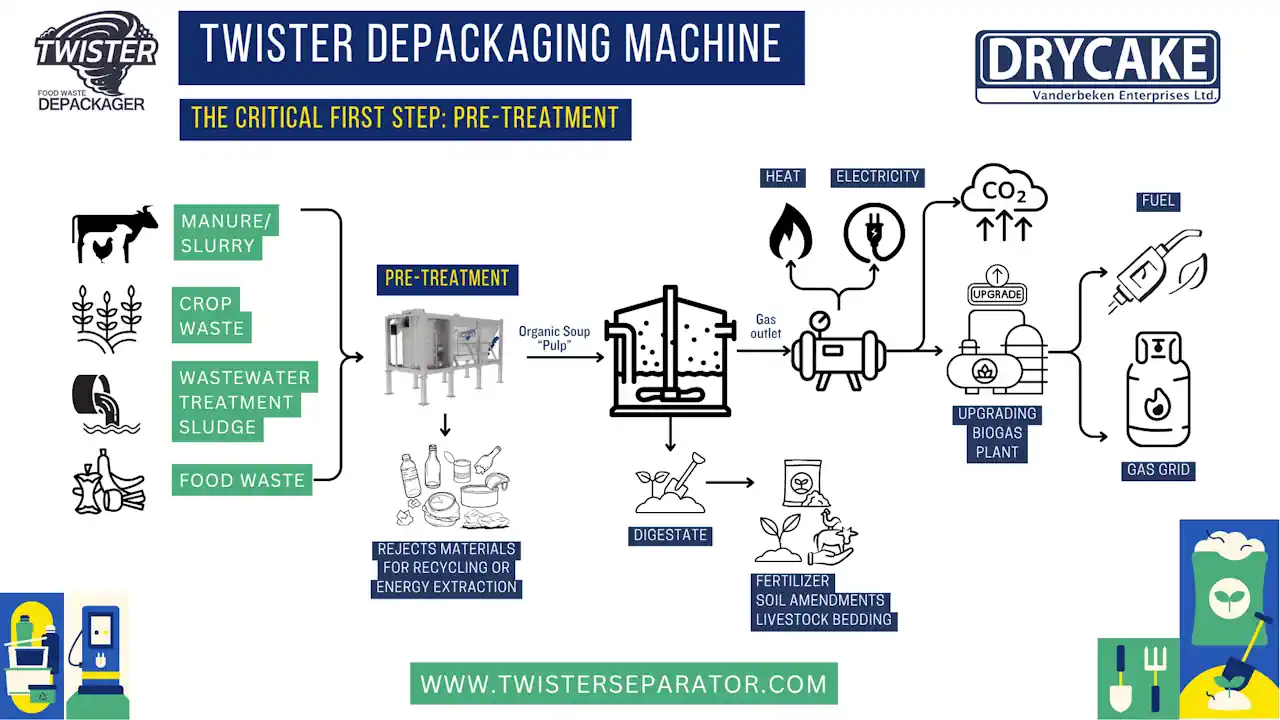
High-shear pulping systems like the Twister Depackager and separator represent some of the most established vortex depackaging technologies, utilising powerful rotating paddles that create significant hydraulic forces within an air and water chamber.
These forces effectively separate organic materials from their packaging through a combination of impact, shearing, centrifuge, and shaking effects.
Pulpers excel when processing high-moisture content wastes like occasional expired beverages, dairy products, and prepared foods, where the additional water component complements already wet materials. Their effectiveness diminishes somewhat with heavily contaminated streams or materials with high percentages of flexible film packaging.
Hammer Mills and Their Applications
Hammer mill technology is strictly “heritage tech” now for organics separation. They employ high-speed rotating hammers that impact incoming material against breaker plates or screens, creating size reduction and separation through mechanical force.
These robust systems handle diverse packaging types, including rigid plastics, metal containers, and multi-material packages that might challenge other technologies.
The primary advantages include high throughput capacity, operational resilience against foreign objects, and effectiveness with varied moisture content materials.
However, hammer mills typically generate more packaging damage, potentially limiting downstream recyclability of the separated packaging fraction. Microplastic production in abundance is no longer acceptable, and for this reason, hammer mills are deprecated for organics separation.
Paddle Depacking Systems for Gentle Processing
Paddle-based separation systems represent a more gentle mechanical approach, utilizing slower-moving paddles or augers that progressively break packaging while minimizing damage to the contents.
These systems (and vortex pulpers) prove particularly valuable when processing materials where packaging recyclability is prioritized or when handling materials with challenging physical characteristics such as high viscosity or stringy textures.
The gentler action results in larger packaging fragments that facilitate downstream recycling while still achieving organic recovery rates of 90-95% in well-designed systems.
Screening Technologies for Contaminant Removal
The screening component of depackaging systems performs the critical function of separating processed organic matter from packaging fragments. Screen technology selection significantly impacts both throughput capacity and contamination levels in the finished organic stream. Dynamic screens utilizing vibration, rotation, or reciprocating motion provide continuous self-cleaning capabilities that maintain consistent performance with minimal operator intervention. Screen aperture size represents a critical design parameter, with typical openings ranging from 8-12mm for coarse separation to sub-millimetre precision screens for final polishing stages. For more details on depackaging systems, you can explore the available solutions.
| Technology Type | Organic Recovery Rate | Contamination Level | Throughput Range | Best Applications |
|---|---|---|---|---|
| High-Shear Vortex Pulpers | 96-99% | 0.1-0.5% | 2-12 tons/hour | High-moisture content foods, beverages and recyclable packaging, sensitive materials |
| Hammer Mills | 90-95% | 1-3% | 5-20 tons/hour | Deprecated for high microplastics in output |
| Paddle Systems | 92-97% | 0.5-2% | 3-15 tons/hour | Recyclable packaging, sensitive materials |
| Hybrid Systems | 95-98% | 0.3-1% | 4-12 tons/hour | Mixed waste streams, varied packaging |
Step-By-Step Depackaging Process
Understanding the sequential nature of effective depackaging helps operators identify optimization opportunities and troubleshoot performance issues. While specific equipment configurations vary, most successful operations follow a similar process flow that maximizes material recovery while minimizing contamination in the finished organic stream.
1. Pre-sorting and Inspection
The depackaging process begins with targeted pre-sorting to remove materials that could damage equipment or contaminate the final organic product. This critical step typically combines manual inspection with mechanical assistance such as bag openers or conveyor systems with elevated sorting stations.
Operators remove obvious non-target materials, including large metal objects, construction debris, electronic waste, and hazardous materials. Effective pre-sorting stations provide proper ergonomics, adequate lighting (minimum 50 foot-candles), and appropriate air handling to support worker comfort and safety while maximizing inspection effectiveness.
2. Size Reduction (Deprecated) and Package Breaking
Following initial inspection, most existing systems incorporate a primary size reduction stage that opens packages and creates relatively uniform particle sizes for downstream processing.
This is no longer necessary with the advent of gentler vortex and paddle-based depackaging systems, and is deprecated due to the need to cease microplastic and nanoplastic creation during waste processing.
This stage may include certain bag splitters designed for the specific incoming waste stream, but should no longer utilise shredders, grinders, or specialized breaking equipment.
The goal is controlled fragmentation that releases organic contents cleanly without excessive packaging damage, material loss, or the production of small plastic pieces.
Equipment parameters, including rotor speed, knife configuration, and clearance settings, may require ongoing adjustment based on incoming material characteristics to maintain optimal performance.
3. Separation of Organics from Packaging
The core separation process employs either wet or dry technology to physically divide organic material from its packaging components. In wet systems, water carries organic material through screens while packaging floats or is retained by physical barriers.
Dry systems utilize differences in density, particle size, and physical characteristics to achieve separation through mechanical means, including air classification, ballistic separation, or screening. This stage typically incorporates multiple separation steps with progressively finer removal capabilities to maximize organic recovery while minimizing contamination.
4. Washing and Refinement
For applications requiring exceptionally clean organic outputs, additional washing and refinement stages may follow the primary separation. These systems use water sprays, additional screening, or flotation techniques to further reduce contamination levels in the organic fraction.
Secondary washing systems can reduce contaminant levels from 1-2% down to 0.1-0.3% by weight, meeting the most stringent specifications for applications like anaerobic digestion or premium compost production. The refinement stage often represents the most energy and water-intensive portion of the process, requiring careful cost-benefit analysis to determine appropriate implementation.
5. Quality Control Measures
Continuous quality monitoring throughout the process ensures consistent output quality while providing data for ongoing optimization.
Modern facilities increasingly implement automated monitoring using optical sorting, density sensors, or contamination detection systems that provide real-time feedback on separation performance.
Manual sampling remains essential, with most facilities collecting representative samples at multiple process points for laboratory analysis of contamination levels, nutrient content, and physical characteristics. Comprehensive quality control programs establish clear action thresholds that trigger process adjustments when deviations occur, maintaining consistent product quality regardless of input variations.
Common Packaging Materials and How to Handle Them
Different packaging materials present unique challenges and opportunities in the depackaging process. Understanding the specific characteristics of each material type allows operators to optimize equipment settings and process parameters for maximum recovery efficiency.
The physical properties, moisture content, and structural integrity of packaging all influence separation behaviour and equipment selection.
As packaging innovations continue evolving, depackaging operations must continually adapt their approaches to effectively manage both traditional and emerging materials. Equipment manufacturers increasingly design systems with adjustable parameters specifically to accommodate this growing diversity of packaging types.
Plastic Film and Bags
Flexible plastic films and bags represent one of the most challenging packaging types for depackaging operations due to their tendency to wrap around moving parts and clog screens. These materials, primarily composed of polyethylene (PE), polypropylene (PP), or multilayer films, require specialized handling approaches to prevent operational disruptions.
Many successful systems employ pre-conditioning stages that reduce film size without creating excessively small fragments that might pass through screens with the organic fraction.
Cutting-edge equipment designs incorporate anti-wrapping features such as reverse operation capabilities, self-cleaning screens, or specialized knife configurations that effectively process films without entanglement issues.
Rigid Plastics (PET, HDPE, PP)
Rigid plastic containers including bottles, jars, and clamshells represent a substantial portion of packaged food waste streams and generally separate more effectively than flexible packaging.
These materials typically fragment into larger pieces during processing, facilitating their removal through screening or density separation. The key processing challenge involves balancing sufficient force to release contained organics without reducing plastics to particles small enough to contaminate the organic fraction.
Paper and Cardboard Solutions
Paper-based packaging presents unique challenges due to its absorbent nature and tendency to disintegrate when wet.
Effective handling requires careful adjustment of residence time and mechanical action to balance organic release against excessive paper breakdown. For more information on how to address these challenges, consider exploring our guide on food waste contamination.
Dry processing systems often demonstrate advantages when handling primarily paper-packaged materials, as they maintain the structural integrity of paper components more effectively. Leading facilities processing high volumes of paper packaging often implement specialized screen configurations with elongated openings that effectively separate paper fragments while allowing organic materials to pass through.
Metal Packaging Challenges
Metal packaging, including cans, foil trays, and composite containers, requires robust equipment capable of withstanding abrasion and impact forces. Most depackaging systems incorporate magnetic separation either before or after the main processing stage to capture ferrous metals, while eddy current separators can effectively remove non-ferrous metals like aluminium.
“Metal packaging recovery represents a significant economic opportunity that offsets processing costs. A mid-sized facility processing 50,000 tons annually can recover 500-750 tons of metal with a current market value exceeding $100,000.” – Waste Management Technology Center
Particular attention must be paid to sharp metal fragments that can damage equipment, puncture conveyance systems, or create worker safety hazards. Modern facilities increasingly implement automated detection systems using metal detectors or X-ray technology to identify and remove problematic metal objects before they enter sensitive processing equipment.
The highest performing operations maintain separate processing protocols for heavily metalized loads, adjusting equipment parameters to minimize wear while maximizing recovery. This may include reduced processing speeds, specialized wear-resistant components, or dedicated processing lines for metal-intensive materials.
Multi-material Packaging Complexities
Multi-material packaging including aseptic cartons, pouches with barrier layers, and composite containers present the greatest separation challenges due to their complex structure. These packages often combine paper, plastic, aluminum, and adhesives in tightly bonded layers that resist separation during conventional processing. The most effective approach typically involves comprehensive size reduction followed by multiple separation stages that exploit the different physical properties of each component material.
Advanced processing facilities have developed specialized protocols for high-value multi-material streams that maximize recovery while preserving material value. These approaches may include tailored temperature settings that exploit thermal expansion differences between materials, specialized chemical treatments that target adhesive bonds, or physical processing techniques that create selective delamination.
- Pre-conditioning using water temperature modification can increase separation efficiency for temperature-sensitive adhesives
- Extended residence time in separation stages improves recovery rates for complex multi-materials
- Secondary processing of initially rejected material can capture additional 3-5% of organic content
- Specialized screen configurations with graduated aperture sizes improve separation of layered materials
- Pulsed water flow techniques in wet systems enhance delamination of composite packaging
The economics of processing multi-material packaging continues improving as technology advances and end markets develop for recovered materials. Facilities processing large volumes can now achieve organic recovery rates above 90% from even the most challenging composite packaging types, though contamination levels typically remain higher than with simpler packaging materials.

Optimizing Your Depackaging Operation
Achieving peak performance in organic waste depackaging requires more than just selecting the right equipment. Operational parameters significantly impact efficiency, output quality, and system longevity. Facilities that implement comprehensive optimization protocols typically achieve 15-25% higher throughput rates and 30-40% lower contamination levels compared to those operating with default settings.
Optimization should be viewed as a continuous process rather than a one-time setup activity. Waste composition inevitably shifts over time due to seasonal variations, packaging innovations, and changes in supplier practices. Successful facilities implement structured monitoring and adjustment protocols that systematically identify and address performance deviations before they impact output quality.
Feed Rate Management for Maximum Efficiency
Feed rate optimization balances maximum throughput against separation efficiency and equipment stress. Most depackaging systems operate most effectively within a specific loading range, typically 70-85% of maximum rated capacity. Overfeeding accelerates wear while potentially compromising separation quality; underfeeding reduces operational efficiency and may actually decrease separation effectiveness in systems designed for specific material volumes. Leading operations implement variable feed rate controls that adjust automatically based on power consumption monitoring, motor load measurements, or direct feedback from downstream separation quality sensors.
Water Usage Control in Wet Systems
Water management represents a critical optimization area for wet depackaging systems, impacting both operational costs and separation efficiency. The optimal water-to-solid ratio typically ranges from 3:1 to 5:1 depending on waste composition, with higher moisture content waste requiring less additional water. Advanced systems incorporate real-time monitoring of slurry viscosity with automated water addition controls to maintain optimal separation conditions regardless of input variations. Recirculation systems can reduce fresh water requirements by 60-80% while maintaining performance, though they require proper filtration and monitoring to prevent contaminant buildup that could compromise separation effectiveness.
Energy Consumption Reduction Techniques
Energy optimization provides both environmental and economic benefits while often improving overall system performance. Variable frequency drives (VFDs) on major motors allow precise adjustment of equipment speed to match processing requirements, typically reducing energy consumption by 15-30% compared to fixed-speed operation. Load sequencing systems that stage equipment startup prevent demand spikes while reducing mechanical stress on drive components. Many facilities have achieved significant energy reductions by implementing energy-efficient depackaging systems that capture thermal energy from motors and hydraulic systems, using it to preheat process water or provide space heating for adjacent operations.
Maintenance Schedules That Prevent Downtime
Preventative maintenance represents perhaps the most important yet frequently overlooked optimization opportunity. Wear components in depackaging systems experience harsh operating conditions that can rapidly degrade performance if not regularly inspected and replaced. Screen apertures gradually enlarge with use, allowing increasing contamination to pass through; cutting edges dull, reducing separation efficiency; and bearings wear, potentially leading to catastrophic failures if not monitored. Leading operations implement component-specific maintenance schedules based on operating hours or material throughput rather than calendar time, ensuring timely replacement before performance degradation occurs.
Troubleshooting Common Depackaging Process Challenges
Even well-designed depackaging operations inevitably encounter operational challenges that can impact performance. Understanding common issues and their solutions enables operators to quickly identify and address problems before they significantly impact production. Most operational challenges stem from either unexpected variations in input material or gradual degradation of system components that goes unnoticed until performance declines significantly.
Successful troubleshooting requires both systematic diagnosis approaches and practical knowledge of system behavior under different operating conditions. Comprehensive documentation of system parameters, regular performance testing, and ongoing operator training significantly enhance a facility’s ability to quickly resolve issues when they arise.
Dealing with High Moisture Content
Excessive moisture presents challenges in many depackaging systems, particularly those utilizing dry separation technologies. Materials with moisture content above 75-80% can create flow problems, screen blinding, and reduced separation efficiency.
Effective solutions include implementing moisture monitoring at the receiving stage with diversion protocols for excessively wet loads, incorporating pre-drying steps using absorbent materials for problematic batches, and adjusting equipment parameters including feed rates, screen configurations, and airflow settings. Some facilities successfully implement blending protocols that mix high-moisture materials with drier streams to maintain acceptable average moisture levels.
Managing Seasonal Variations in Waste Composition
Seasonal changes in waste composition represent significant challenges for many depackaging operations, with variations in packaging types, organic content, and moisture levels requiring ongoing process adjustments. Successful facilities implement seasonal operating protocols with predefined equipment settings optimized for typical seasonal waste profiles.
Comprehensive data collection tracking both input characteristics and system performance enables predictive adjustments based on historical patterns rather than reactive responses to performance issues. Some operations have developed specialized preprocessing approaches for seasonal materials like holiday goods or summer produce that have unique characteristics requiring specific handling methods.
Preventing Equipment Clogging and Downtime
System clogging represents one of the most common causes of downtime in depackaging operations, typically resulting from either inappropriate materials entering the system or the gradual buildup of residues on critical components. Preventative measures include implementing effective pre-sorting to remove problematic items, installing automated foreign object detection systems, and developing comprehensive cleaning protocols targeting known accumulation points.
Many facilities have found success with scheduled partial disassembly and inspection of critical components like screens, paddles, and transfer points, removing accumulated residues before they impact performance. Operators should maintain detailed logs of clogging incidents, identifying patterns that might indicate systemic issues requiring equipment modifications or input material restrictions.
The most effective approach combines regular preventative maintenance with condition-based monitoring that identifies potential issues before they cause failures. Technologies including vibration analysis, thermal imaging, and power consumption monitoring can detect subtle changes indicating developing problems, allowing scheduled intervention rather than emergency repairs.
Many facilities have achieved 20-30% reductions in unplanned downtime by implementing comprehensive monitoring programs combined with predictive maintenance scheduling.
Future Innovations in Organic Waste Depackaging Processes
The depackaging sector continues evolving rapidly, with technological innovations and process refinements continuously improving performance capabilities.
Understanding emerging trends helps facilities make forward-looking investment decisions while positioning their operations to quickly adopt beneficial innovations as they mature. The integration of digital technologies, advanced materials science, and process optimization techniques promises significant performance improvements over the coming years.
AI and Robotics in Sorting Technology
Artificial intelligence and robotics are revolutionizing pre-sorting capabilities, with machine vision systems now capable of identifying and removing non-target materials at speeds and accuracy levels exceeding human sorting.
Advanced systems combine multiple sensing technologies, including visible spectrum cameras, near-infrared spectroscopy, and X-ray transmission to identify materials based on their physical and chemical properties.
This technology enables real-time adjustment of downstream processing parameters based on incoming material characteristics, optimizing separation efficiency for each specific batch. Early implementations have demonstrated contamination reductions of 40-60% compared to conventional pre-sorting approaches, with continually improving capabilities as algorithms refine through machine learning.
Emerging Biological Treatment Methods
Biological pre-treatment technologies represent promising approaches for enhancing separation of certain challenging materials, particularly paper-based packaging with strong wet-strength properties. These systems utilize targeted enzyme applications that selectively weaken specific binding agents in packaging materials without affecting the organic contents.
Early commercial implementations have demonstrated 15-25% improvements in separation efficiency for paper-packaged materials while reducing energy requirements by 10-20% compared to purely mechanical approaches.
Advanced biological systems also show potential for addressing microplastic contamination in the organic output stream. Certain microbial consortia have demonstrated capabilities for partially degrading or modifying plastic particles, potentially making them easier to remove through physical separation. While still primarily in research phases, these approaches could eventually address one of the most challenging contamination issues facing the industry.
Sustainable Packaging Designed for Easier Separation
Perhaps the most promising development comes from the packaging industry itself, with a growing focus on designs that maintain functionality while facilitating eventual separation and recycling.
These “depackaging-friendly” designs incorporate features like water-soluble adhesives, strategic weakness points that predictably fracture during processing, and material combinations specifically selected for easy separation. Several major food manufacturers have begun implementing pilot programs using these principles, potentially simplifying downstream processing while improving recovery rates.
Industry collaborations between packaging designers, food manufacturers, and waste processors have accelerated development in this area, with standards beginning to emerge that could eventually reshape packaging specifications.
The economic benefits flow in both directions, with food manufacturers gaining improved sustainability metrics while processing facilities achieve higher throughput rates and reduced contamination levels. Several European countries have implemented regulatory frameworks encouraging or requiring such designs, potentially accelerating adoption globally.
Frequently Asked Questions
Organizations considering depackaging implementations typically share common questions about system capabilities, economics, and operational requirements. Addressing these questions helps stakeholders develop realistic expectations while identifying areas requiring further investigation during the planning process.
What contamination levels can depackaging equipment handle?
Modern depackaging systems can process materials with contamination levels ranging from 10% to over 80% packaging content by weight. High-efficiency systems typically achieve 95-99% organic recovery rates while reducing contamination in the organic fraction to 0.1-1.0% depending on the specific technology employed and the nature of the input material. Wet processing systems generally achieve lower contamination levels (often below 0.5%) than comparable dry systems, though at higher operating costs and water usage.
The most challenging contaminants include film plastics that can pass through screens, glass fragments that may become embedded in organic material, and small metal particles that escape magnetic separation. Multi-stage separation systems incorporating complementary technologies typically achieve the best results with complex contamination profiles, often reducing levels below 0.2% for even challenging input streams.
How much does a typical organic waste depackaging system cost?
Capital costs for depackaging systems vary significantly based on processing capacity, technology type, automation level, and ancillary equipment requirements. Small-scale systems processing 1-2 tons per hour typically require investments of $250,000-$500,000 for basic equipment, while mid-sized systems (3-8 tons per hour) generally range from $750,000-$1.5 million. Comprehensive high-capacity systems with full automation and advanced separation capabilities can exceed $3-5 million for installations processing 10+ tons per hour.
Beyond equipment costs, implementation typically requires significant investment in site preparation, utilities, permitting, and training. These costs often add 30-50% to the basic equipment price, with particularly stringent regulatory environments potentially requiring even greater supplemental investment. Operating costs typically range from $15-40 per ton processed, with labor representing the largest component for smaller operations and maintenance/consumables dominating for larger automated systems.
Can depackaging equipment process frozen or liquid food waste?
Most modern depackaging systems can accommodate frozen materials, though processing efficiency typically decreases by 20-40% compared to unfrozen equivalents. Specialized pre-conditioning equipment including thaw tunnels or crushing systems can improve performance with frozen inputs, though they add capital cost and operational complexity. Some facilities implement batching approaches that blend frozen materials with ambient temperature inputs to prevent equipment damage while maintaining throughput. For more information on optimizing efficiency, consider exploring energy-efficient depackaging methods.
Liquid waste presents different challenges, primarily related to containment and downstream handling rather than the separation process itself. Wet depackaging systems generally handle liquid materials more effectively, with some specialized designs achieving throughput increases of 10-20% with high-moisture content materials. Processing pure liquids typically requires specialized equipment designed specifically for that purpose, often incorporating centrifugal separation or filtration components not found in standard depackaging systems.
Most facilities processing significant volumes of frozen or liquid materials implement specialized receiving areas with features like drain systems, temperature-controlled staging zones, or pre-processing equipment that standardizes material consistency before it enters the main depackaging system. These adaptations significantly improve overall system performance while reducing wear on primary processing components.
The energy implications of processing frozen materials should be carefully considered during system planning. Direct processing of frozen materials increases energy consumption by 30-50% compared to ambient temperature equivalents, potentially justifying investment in pre-thawing systems for operations with high frozen volumes. Some facilities have implemented heat recovery systems that capture waste heat from other processes to thaw incoming materials, substantially improving overall energy efficiency.
| Material Type | Processing Challenges | Equipment Adaptations | Throughput Impact |
|---|---|---|---|
| Frozen Solids | Hard materials damage cutting edges; poor separation when frozen | Pre-thawing; reinforced cutting elements; reduced feed rates | 30-50% reduction without adaptations |
| High-Viscosity Liquids | Screen blinding; handling challenges; high residue retention | Heated water addition; specialized screen designs; pulsed flow systems | 10-30% reduction without adaptations |
| Low-Viscosity Liquids | Spillage; incomplete capture; excessive moisture in reject stream | Sealed processing chambers; specialized containment systems; dewatering technology | 0-20% improvement with proper equipment |
| Semi-Solid Slurries | Inconsistent feeding; flow issues; variable separation performance | Pre-mixing systems; specialized auger designs; vibration assistance | 10-20% reduction without adaptations |
What are the space requirements for a depackaging operation?
Spatial requirements for depackaging operations extend well beyond the equipment footprint to include receiving areas, material staging, post-processing storage, maintenance access, and ancillary systems. A typical mid-sized operation processing 3-5 tons per hour requires approximately 3,000-5,000 square feet for the complete system, with larger operations easily exceeding 10,000 square feet. Ceiling height requirements typically range from 16-24 feet to accommodate vertical equipment components and provide necessary maintenance access, with some high-capacity systems requiring even greater clearances.
How do I calculate ROI for a depackaging system investment?
Return on investment calculations should incorporate both direct financial benefits and broader organizational impacts. Direct financial factors include tipping fee revenue from receiving packaged materials, disposal cost reductions for materials previously landfilled, value of recovered organic materials, and potential recycling revenue from separated packaging. Many operations achieve payback periods of 2-4 years based solely on these direct factors, with high-throughput systems or those processing premium materials sometimes achieving payback in 12-18 months.
Broader organizational benefits that should factor into comprehensive ROI analysis include regulatory compliance advantages, sustainability metric improvements, and potential marketing benefits from enhanced environmental performance. Organizations with corporate sustainability commitments often find these factors significantly enhance the financial case for depackaging investments, particularly when evaluating multiple waste management alternatives.
Operational risk factors should also be incorporated into ROI models, including potential regulatory changes affecting disposal costs or recovered material values, equipment performance variations, and maintenance requirement uncertainties. Sensitivity analysis examining how these variables impact overall returns helps organizations develop realistic expectations while identifying critical success factors requiring particular attention during implementation.
Discover more from The Depackaging Machines Directory
Subscribe to get the latest posts sent to your email.